

Characteristic of bounded abrasive polishing for fused silica glass in anhydrous environment
-
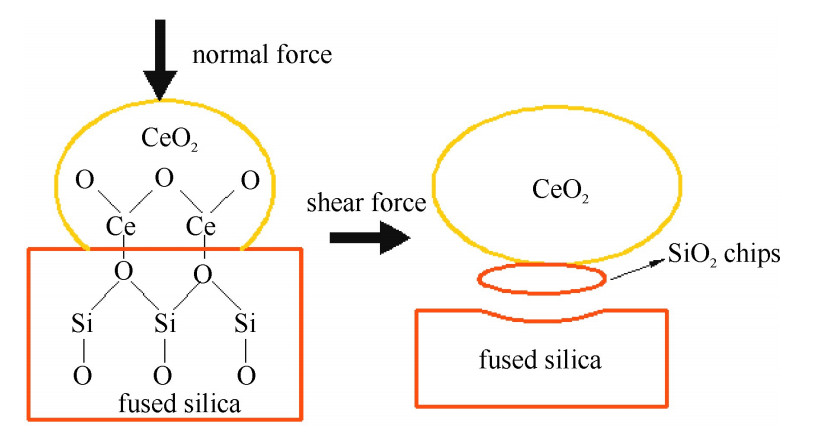
摘要: 为了克服游离磨粒抛光的随机性、磨料浪费以及产生的水合层等问题,提出了一种无水环境下熔融石英玻璃固结磨粒抛光技术。研究实现了稳定的抛光轮烧结工艺,并应用于熔融石英玻璃抛光加工,通过对加工产物和抛光轮粉末进行EDS能谱分析和XRD衍射分析,从微观上初步阐述了固结磨粒抛光的去除机理;从宏观上探索压力和转速对去除效率和表面粗糙度的影响。实验结果表明:加工过程中,在法向力和剪切力作用下,CeO2磨粒和熔融石英发生化学反应,CeO2将SiO2带出玻璃,实现材料去除;同时,压力和转速对加工效率影响并不遵循Preston公式,温升和排屑成为决定去除效率的关键。Abstract: In order to overcome the randomness, abrasive waste and hydration layer of free abrasive polishing, a technology of bounded abrasive polishing for fused silica glass under anhydrous environment is proposed. A stable polishing wheel sintering process has been developed and applied to the polishing of fused silica glass. EDS energy spectrum analysis and XRD analysis of the processed products and the polishing wheel powder are carried out. The removal mechanism of consolidation abrasive polishing is preliminarily elaborated, and the effect of pressure and speed on the removal efficiency and surface roughness is explored from the macroscopic point of view. The experimental results show that: in the process, under normal force and shear force, the CeO2 abrasive reacts with the fused silica, CeO2 will bring SiO2 out of the glass, thus to achieve material removal; at the same time, influence of pressure and rotating speed on the processing efficiency does not follow the Preston formula, temperature rise and chip removal of the polishing wheel are the key factors determining the efficiency of removal.
-
Key words:
- bounded abrasive polishing /
- fused silica /
- roughness /
- removal rate /
- sintering process
-
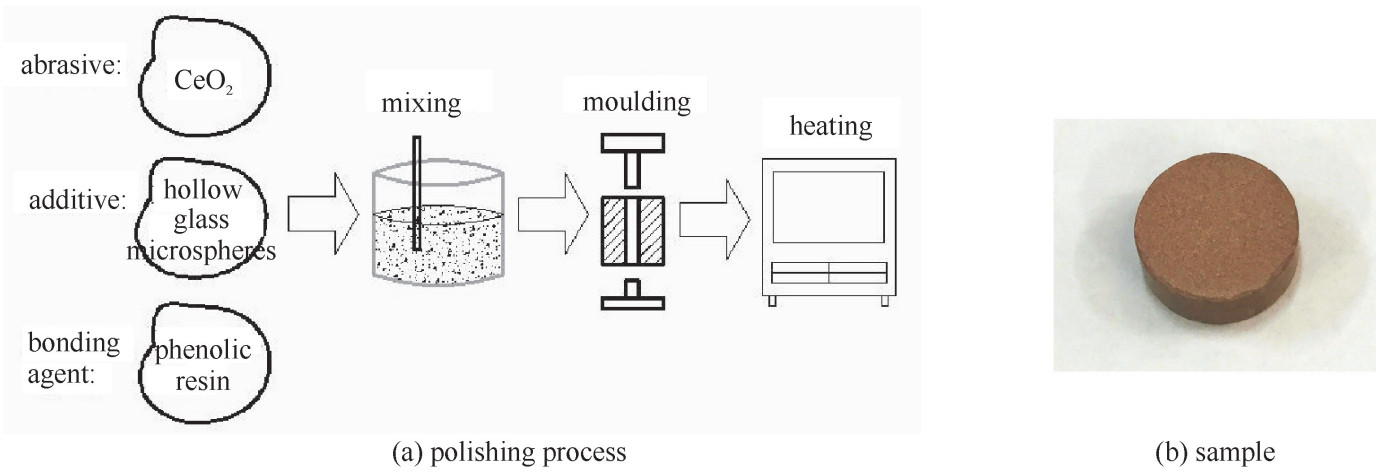
图 1 抛光轮制作流程图及成型样品
Figure 1. Manufacture process of polishing wheel and a product sample
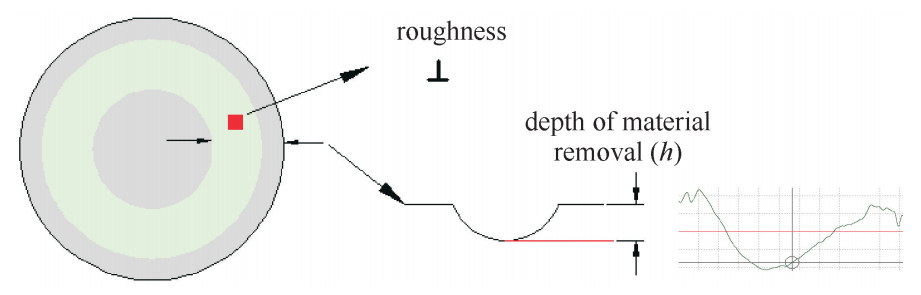
图 3 表面粗糙度与材料去除深度的评价方法
Figure 3. Evaluation method for surface roughness and material removal
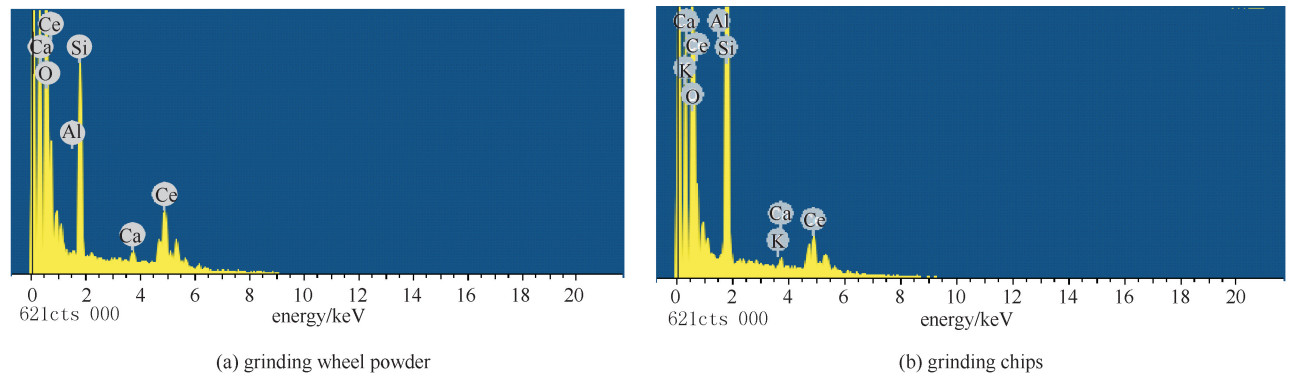
图 4 抛光轮粉末能谱图和加工产物残屑能谱图
Figure 4. EDS spectrum images of grinding wheel powder and grinding chips
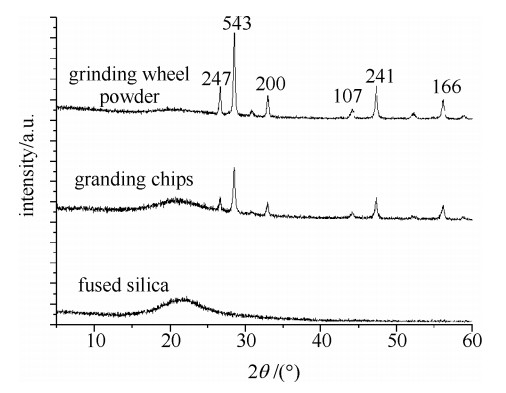
图 5 砂轮、磨削屑和熔融石英的XRD分析
Figure 5. XRD analysis of grinding wheel powder grinding chips and fused silica
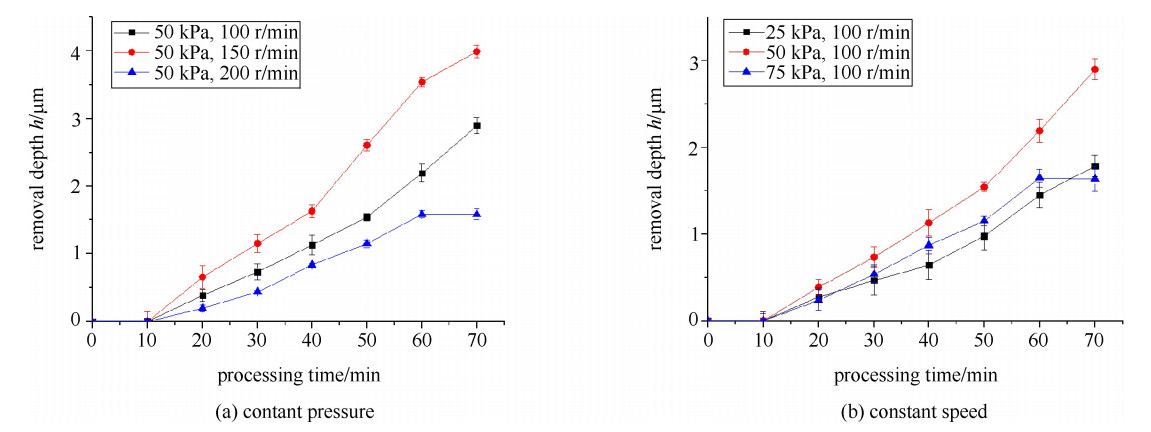
图 7 恒压和恒转速的去除深度随加工时间变化关系
Figure 7. Relationship between the removal depth of constant pressure and constant rotating speed with the processing time
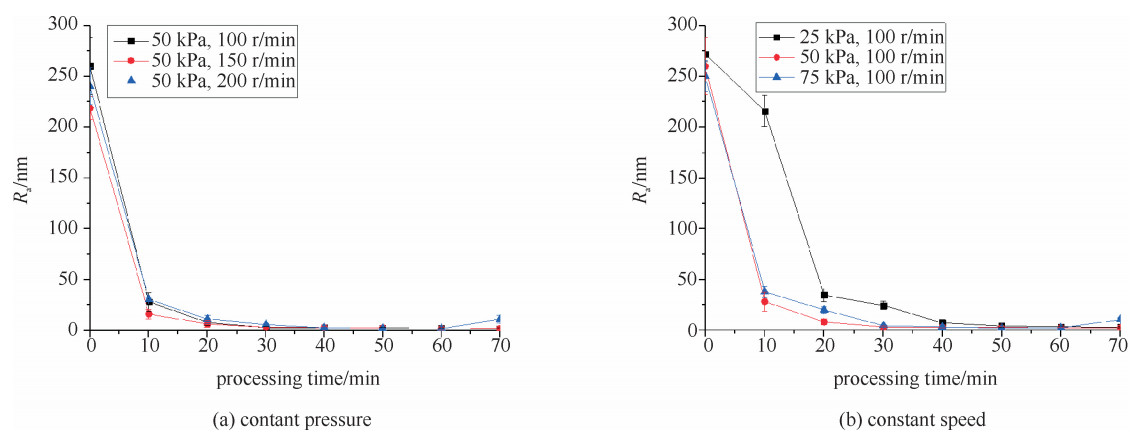
图 8 恒压力和恒转速的粗糙度随加工时间变化关系
Figure 8. Relationship between the roughness of constant pressure and constant rotating speed with the processing time
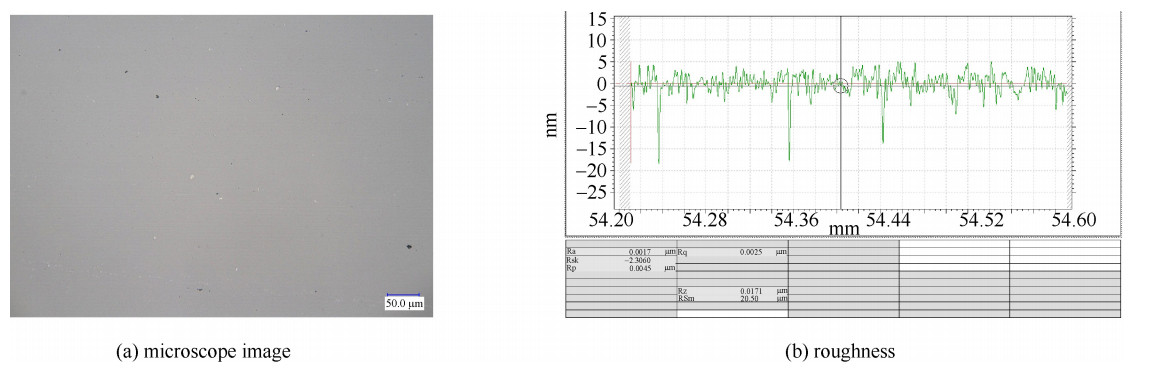
图 9 50 kPa, 150 r/min加工条件下的显微镜图和粗糙度检测图
Figure 9. Microscope image and roughness measured under the processing conditions of 50 kPa, 150 r/min
表 1 实验参数
Table 1. Experimental parameters
No. downward load /kPa rotating speed of polishing wheel w1/(r·min-1) rotating speed of sample w2/(r·min-1) 1 50 95 105 2 50 145 155 3 50 195 205 4 25 95 105 5 70 95 105  下载: 导出CSV
下载: 导出CSV
表 2 砂轮粉和磨削屑的元素质量分数对比
Table 2. Contrast of element fractions of grinding wheel powder and grinding chips
element fraction of polishing wheel/% fraction of grinding chips/% O 32.32 43.98 Al 0.06 0.04 Si 11.42 22.52 Ca 1.85 1.08 Ce 54.34 32.38
下载: 导出CSV
-
[1] Hawleyfedder R A, Stolz C J, Menapace J A, et al. NIF optical materials and fabrication technologies: an overview[C]//Proc of SPIE. 2004, 5341: 102-105. [2] 郑万国, 魏晓峰, 朱启华, 等. 神光-Ⅲ主机装置成功实现60 TW/180 kJ三倍频激光输出[J]. 强激光与粒子束, 2016, 28: 019001. doi: 10.11884/HPLPB201628.019901Zheng Wanguo, Wei Xiaofeng, Zhu Qihua, et al. SG-Ⅲ laser facility has successfully achieved 60 TW/180 kJ ultraviolet laser (351 nm) output. High Power Laser and Particle Beams, 2016, 28: 019001 doi: 10.11884/HPLPB201628.019901 [3] Moses E I, Campbell J N, Stolz C J, et al. The National Ignition Facility: The world's largest optics and laser system[C]//Proc of SPIE. 2003, 5001: 1-15. [4] 叶卉, 杨炜, 胡陈林, 等. 磨削加工光学元件亚表面损伤探究[J]. 强激光与粒子束, 2014, 26 : 092010. doi: 10.11884/HPLPB201426.092010Ye Hui, Yang Wei, Hu Chenlin, et al. Subsurface damage of ground optical elements. High Power Laser and Particle Beams, 2014, 26 : 092010 doi: 10.11884/HPLPB201426.092010 [5] 林晓辉, 马凯威, 黄海滨, 等. 轴对称非球面磨削表面粗糙度和波纹度的分布特性[J]. 强激光与粒子束, 2015, 27: 092013. doi: 10.11884/HPLPB201527.092013Lin Xiaohui, Ma Kaiwei, Huang Haibin, et al. Distribution characteristics of surface roughness and waviness error in axisymmetric aspheric grinding. High Power Laser and Particle Beams, 2015, 27: 092013 doi: 10.11884/HPLPB201527.092013 [6] 杨炜, 郭隐彪, 许乔, 等. 超精抛光中边缘效应对材料去除量的影响[J]. 强激光与粒子束, 2008, 20(10): 1653-1657. http://www.hplpb.com.cn/article/id/3727Yang Wei, Guo Yinbiao, Xu Qiao, et al. Edge effects on material removal amount in ultra-precise polishing process. High Power Laser and Particle Beams, 2008, 20(10): 1653-1657 http://www.hplpb.com.cn/article/id/3727 [7] Li Yaguo, Hou Jing, Xu Qiao, et al. The characteristics of optics polished with a polyurethane pad[J]. Optics Express, 2008, 16(14): 10285-10293. doi: 10.1364/OE.16.010285 [8] Gillman B E, Jacobs S D. Bound-abrasive polishers for optical glass. [J]. Applied Optics, 1998, 37(16): 3498. doi: 10.1364/AO.37.003498 [9] Zhou L, Eda H, Shimizu J, et al. Defect-free fabrication for single crystal silicon substrate by chemo-mechanical grinding[J]. CIRP Annals-Manufacturing Technology, 2006, 55(1): 313-316. doi: 10.1016/S0007-8506(07)60424-7 [10] Li Yaguo, Wu Yongbo, Zhou Libo, et al. Vibration-assisted dry polishing of fused silica using a fixed-abrasive polisher[J]. International Journal of Machine Tools & Manufacture, 2014, 77(1): 93-102. [11] Tian Y B, Zhou L, Shimizu J, et al. Elimination of surface scratch/texture on the surface of single crystal Si substrate in chemo-mechanical grinding (CMG) process[J]. Applied Surface Science, 2009, 255(7): 4205-4211. doi: 10.1016/j.apsusc.2008.11.009 [12] Cook L M. Chemical processes in glass polishing[J]. Journal of Non Crystalline Solids, 1990, 120(1): 152-171. [13] Osseo-Asare K. Surface chemical processes in chemical mechanical polishing relationship between silica material removal rate and the point of zero charge of the abrasive material[J]. Journal of the Electrochemical Society, 2002, 149(12): G651-G655. doi: 10.1149/1.1516777 [14] Preston F W. The structure of abraded glass surfaces[J]. Transactions of the Optical Society, 1922, 23(3): 141. doi: 10.1088/1475-4878/23/3/301 [15] Block H. Seizure delay method for determining the protection against scuffing afforded by extreme lubricants[J]. Society of Auto Engrs, 1939, 44(5): 193-210. -

 点击查看大图
点击查看大图
计量
- 文章访问数: 1161
- HTML全文浏览量: 273
- PDF下载量: 92
- 被引次数: 0
